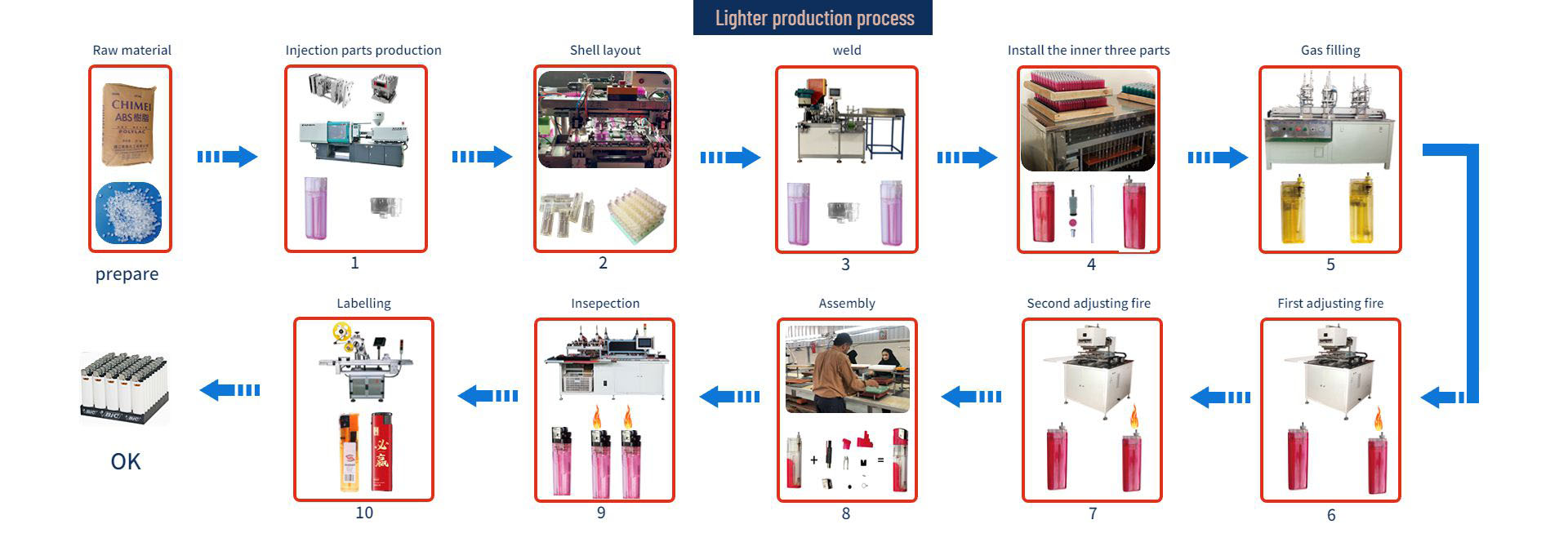
طريقة ضبط ضغط الحقن وسرعة آلة صب الحقن
يتمثل مبدأ العمل في آلة صب الحقن وآلة صب الحقن في استخدام دفع المسمار لحقن البلاستيك المنصهر في تجويف القالب المغلق ، والحصول على المنتجات المطلوبة بعد صب التصلب. باعتبارها معدات إنتاج المنتجات البلاستيكية الدُفعات ، فهي موضوع أبدي لتقصير دورة الإنتاج وتحسين كفاءة الإنتاج على فرضية ضمان الجودة. لذلك ، من المهم بشكل خاص ضبط ضغط الحقن المناسب وسرعة الحقن.

يعتمد ضبط ضغط الحقن والسرعة على حجم المنتج. يمكن تشكيل القوالب البسيطة بسرعة في مرحلتين أو مرحلتين ، في حين تنقسم القوالب المعقدة الكبيرة عمومًا إلى أربع مراحل ذات جودة جيدة. تملأ المرحلة الأولى باب المنتج بسرعة بطيئة. ضغط السرعة الطبيعي أقل من 30 ٪ و 40bar على التوالي ؛ يتم حقن المرحلة الثانية في المنطقة البارزة من القالب الأمامي. في هذا الوقت ، يجب استخدام السرعة المتوسطة والضغط المتوسط (40 ٪ - 60 ٪ ، 30-50bar) لتجنب علامات التدفق الناتجة عن سرعة الحقن السريعة ؛ عندما يصل الحقن من ثلاث مراحل إلى 95 ٪ من المنتج ، يجب ملؤها بسرعة لمنع درجة حرارة الذوبان من الانخفاض بسرعة كبيرة والتأثير على صب المنتج. يتم تحديد السرعة والضغط أعلى من 40 ٪ - 60 ٪ و 60-100bar على التوالي ، ويتم استخدام المخزن المؤقت البطيء في المراحل الأربع. أدخل الضغط الذي يحافظ على الحالة لمنع فلاش المنتج. يمكن تحديد موضع الحقن بواسطة طريقة القاحلة القصيرة. تشير طريقة ما يسمى بالتصوير القصير إلى حقن تجويف القالب بأكمله أولاً ، دون غراء بطيء ، وملء جزء صغير فقط في كل مرة ، ويزداد تدريجياً ، وملء عدة مرات ، وأخيراً ملء تجويف القالب بأكمله. تحقق مما إذا كان غراء الحقن موحدًا. إعداد العملية بأكملها لضغط الحقن والسرعة هو أن القالب يعمل بسلاسة دون اهتزاز غير طبيعي.

بطبيعة الحال ، فإن مقاومة المواد البلاستيكية المختلفة في الحالة المنصهرة مختلفة. يجب ضبط هذا وفقًا للوضع الفعلي للتأكد من أن آلة صب الحقن تعمل بسرعة وثابتة وكفاءة. وفقا للبنية الجزيئية للراتنج في البلاستيك ، يمكن تقسيم البلاستيك إلى البلاستيك البلوري والبلاستيك غير المتبلور. الفرق الرئيسي بين البلاستيك البلوري والبلاستيك غير المتبلور هو ما إذا كانت جزيئات الراتنج يمكن أن تشكل درجة معينة من الترتيب المنتظم من الحالة المنصهرة إلى الحالة المكثفة. إذا كان من الممكن تشكيل درجة معينة من الترتيب المنتظم ، يطلق عليها تبلور ، وإلا فإنه يطلق عليه غير متبلور. ليس لدى البلاستيك البلوري والبلاستيك غير المتبلور اختلافات كبيرة في الخواص الميكانيكية ، ولكن أيضًا لها اختلافات كبيرة في الانكماش من الحالة اللزجة إلى الحالة الزجاجية. عادة ما يكون انكماش البلاستيك البلوري 210 مرة من البلاستيك غير المتبلور. في الوقت نفسه ، بالنسبة للمواد البلاستيكية البلورية ، إذا كان معدل التبريد لكل جزء غير متسق أثناء عملية التبريد ، فستكون بلورة كل جزء من المنتج مختلفة. سيؤدي اختلاف البلورة إلى الإجهاد الداخلي وتشوه المنتج. حتى التكسير. لذلك ، بالنسبة للبلاستيك البلوري ، يعد تصميم نظام تبريد القالب جانبًا مهمًا يتعلق بدرجة تشوه المنتج. بالإضافة إلى الراتنج ، عادة ما تتم إضافة بعض الحشو إلى المواد الخام لتحسين الخصائص الميكانيكية والكهربائية والبصرية والحرارية للبلاستيك. بسبب تدفق القص أثناء صب الحقن ، ستشكل هذه الحشو اتجاهًا جزيئيًا. تم تحليل توزيع اتجاه الألياف بواسطة برنامج MoldFlow. سوف يؤدي التوجيه إلى فروق ذات دلالة إحصائية في انكماش المنتجات في اتجاهات مختلفة. على سبيل المثال ، يكون انكماش PA66 المعزز بواسطة 30 ألياف زجاجية هو 0.4 في اتجاه التدفق و 1.1 في الاتجاه عموديًا على اتجاه التدفق. سيؤدي اختلاف الانكماش في الاتجاهات المختلفة إلى إجهاد داخلي في المنتج. لذلك ، بالنسبة لمنتجات FRP ، يكون التوجه غير المتكافئ للحشو هو السبب الرئيسي للتشوه. في ممارسة الإنتاج ، من أجل تحسين أو القضاء على تشوه المنتج ، عادة ما يتخذ الأشخاص تدابير مثل تغيير موضع البوابة وضبط سرعة الحقن. يمكن أن نرى أن هناك خمسة عوامل رئيسية تؤثر على تشوه منتجات صب الحقن ، وهي: مواد صب ، وطرق الصدفة ، وتصميم المنتج ، وتصميم القالب وظروف عملية الحقن. مادة صب يشير تأثير صب المواد الخام على تشوه المنتج بشكل أساسي إلى التركيب الجزيئي للراتنج ونوع الحشو في المواد الخام.

طريقة تشكيل في الوقت الحاضر ، تم تطوير مجموعة متنوعة من أساليب الصب على أساس صب الحقن التقليدي ، مثل صب حقن السرعة العالي فائقة الصب والمعدلات الغازية. على وجه الخصوص ، ينتقل تطبيق القولبة المدعومة من الغاز تدريجياً من مقابض بسيطة ودرابزين وغيرها من المنتجات إلى إنتاج المنتجات المعقدة في الأجهزة المنزلية والصوت والسيارات واللوازم المكتبية واللعب وغيرها من الصناعات. هناك المزيد والمزيد من أنواع المنتجات التي تنتجها القولبة المدعومة من الغاز ، وأشكالها أكثر تعقيدًا. ينهار القولبة المدعومة من الغاز من خلال القيود التقنية لقولبة الحقن التقليدية وهي ابتكار لتكنولوجيا صب الحقن التقليدية. إنه لا يوفر فقط المواد الخام البلاستيكية ، ويزيل علامات انكماش السطح ، ويقصر دورة القولبة ، وتبسيط تصميم المنتج ، ويقلل من تكلفة القالب ، ولكنه يقلل أيضًا من ضغط الحقن ، وذلك لتقليل فرق الضغط في القالب ، وذلك لتقليل الإجهاد الداخلي وتشوه المنتج. عندما يتشكل شريط أمان الأجزاء التلقائية عن طريق صب الحقن التقليدي ، يكون تشوه السطح للوحة الرقيقة خطيرًا وغير منتظم. بعد تشكيله بمساعدة الغاز ، لا يتم تشويه الجزء بأكمله ، وسطح اللوحة ناعم ومشكل على شكل قوس. تصميم المنتج يركز تأثير تصميم المنتج على التشوه بشكل أساسي على سماكة جدار المنتج ، وتوحيد سمك الجدار ، وشكل المنتج والتصلب الهيكلي. عادة ما يختلف تأثير سمك جدار المنتج على التشوه مع نوع البلاستيك. بالنسبة للمواد البلاستيكية غير المتبلورة ، فإن سمك الجدار الرفيع جدًا يؤدي غالبًا إلى اتجاه خطير. لذلك ، من أجل تقليل تشوه هذه المنتجات البلاستيكية ، من الضروري عادةً زيادة سماكة الجدار بشكل مناسب في التصميم لتقليل التأثير السلبي للاتجاه الجزيئي. في الوقت نفسه ، تزيد زيادة سمك الجدار بشكل صحيح من صلابة المنتج إلى حد ما ، مما يقلل من تشوه المنتج.

بالنسبة للمنتجات البلاستيكية البلورية ، فإن التدبير لتقليل التشوه في التصميم هو تقليل سمك الجدار وتحسين توحيد سمك الجدار. سبب تقليل سمك الجدار هو الانكماش العالي للبلاستيك البلوري. يمكن أن يؤدي تقليل سمك الجدار إلى تقليل حجم المنتجات. من خلال تحليل برنامج moldflow ، يمكن ملاحظة أن سبب تحسين توحيد سمك الجدار هو أنه إذا كان سمك الجدار غير متساوٍ ، فإن بلورة الجدار الرقيق والجدار السميك مختلف ، وفرق البلورة ، والانكماش من أجزاء مختلفة تجعل معدل انكماش الأجزاء المختلفة مختلفة ، مما يؤدي إلى الإجهاد الداخلي ، يتم تشويه المنتج بواسطة آلة صب الحقن.







 (
( 
 مسح لزيارة
مسح لزيارة

